

 Prabir K Das is an alumnus of the first batch PG students from Indian Institute of Packaging (1985-1987), Mumbai. He has served the industry for over 36 years, majorly in pharmaceutical industry, including Ranbaxy Laboratories and Mylan Laboratories. He has exposure in packaging design and development, technology transfer, artwork development and processing, change management, automation, standardization and harmonization, COGS (cost and quality) improvement exercises, track and trace (serialization) project, documentation, and other activities related to packaging and labelling needs as per global standards.
Prabir K Das is an alumnus of the first batch PG students from Indian Institute of Packaging (1985-1987), Mumbai. He has served the industry for over 36 years, majorly in pharmaceutical industry, including Ranbaxy Laboratories and Mylan Laboratories. He has exposure in packaging design and development, technology transfer, artwork development and processing, change management, automation, standardization and harmonization, COGS (cost and quality) improvement exercises, track and trace (serialization) project, documentation, and other activities related to packaging and labelling needs as per global standards.
He is always an active participant and attended many national and international seminars and conferences either as an independent presenter or as one of the panel members. He has also contributed many insightful articles related to packaging and labelling in leading magazines / journals.

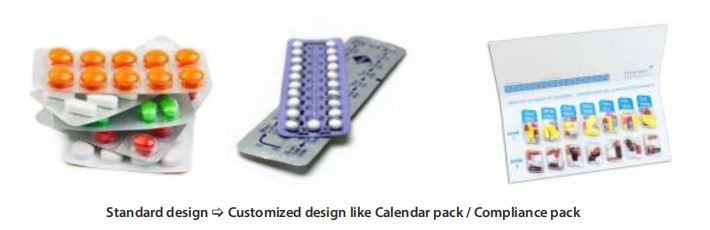

With the development of advanced medication / formulation and their dosage regime, it was found that certain medicines require to be taken as per the doctors’ prescription for a fixed time period for better and faster recovery. Calendar packs were developed to ensure that the patients take certain medicine without any interruption / error. There are few variants like combination products with morning-evening administration, weekly packs with defined day (Monday, Tuesday, etc.) and monthly packs (week 1, week 2, etc.). Such packs ensure compliance by adhering to the desired dosage regime. Regulatory agencies monitor such functionality while approving such medication for manufacturing / marketing for the patients.
 Similarly, there are medicines which require protection from misuse by the children. Packs for such medicines are designed in such a way that children cannot easily open the container-closure system to access the medicines. These packs are known as child-resistant (CR) packs, which are certified by authorized testing houses. They organize the CR testing as per regulatory / quality approved protocols to certify the CR functionality of the specially designed packs (container-closure systems).This is also monitored by the regulatory agencies while reviewing and approving the medicine for manufacturing / marketing for the patients.
Similarly, there are medicines which require protection from misuse by the children. Packs for such medicines are designed in such a way that children cannot easily open the container-closure system to access the medicines. These packs are known as child-resistant (CR) packs, which are certified by authorized testing houses. They organize the CR testing as per regulatory / quality approved protocols to certify the CR functionality of the specially designed packs (container-closure systems).This is also monitored by the regulatory agencies while reviewing and approving the medicine for manufacturing / marketing for the patients.
With rapid globalization, consumerization and industrialization, all types of industry sectors started reforming to deliver volume and variety for increased quantity with consistent quality. Global competition set new challenges to cope up with existing infrastructure. Business houses realized need of upgrading various processes to enhance quantity with quality to catch up competition and to sustain their very existence.
Even though there were many internal challenges, process automation became inevitable and industry started adopting newer technologies to boost productivity and quality standards. Slowly mechanical and electrical systems were being upgraded with electronics and nano-technology. Analog systems were gradually converted to digital systems. Hardware-software combination elevated the efficiency of wide range of equipment and machineries. Process control and quality control also simultaneously upgraded as a complementary necessity.
electronics and nano-technology. Analog systems were gradually converted to digital systems. Hardware-software combination elevated the efficiency of wide range of equipment and machineries. Process control and quality control also simultaneously upgraded as a complementary necessity.
Further enhancement was facilitated through robotic activities to minimize human intervention in managing many critical and intricate processes. Human-induced variability was eliminated through automation and robotics.
All these transformations were simultaneously brought and applied in pharma packaging too. This helped not only to enhance volume, but also to upgrade quality to match global standards. The transformation process further evolved with newer processes like Augmented Reality (AR), Virtual Reality (VR), Machine Learning (ML) and Artificial Intelligence (AI) through various software based digital and wireless technologies.
All these processes are gradually deployed not only to enhance process efficiency and but also to improve quality standards as per contemporary global guidelines to compete and to comply with regulatory and quality norms.
 Various packaging and labelling designs are now being finalized using latest digital technologies. Right from product-packaging compatibility and simulation of stability studies are based on large data on materials and container-closure systems. Primary packaging is being decided by knowing the product sensitivity and basic packaging material properties.
Various packaging and labelling designs are now being finalized using latest digital technologies. Right from product-packaging compatibility and simulation of stability studies are based on large data on materials and container-closure systems. Primary packaging is being decided by knowing the product sensitivity and basic packaging material properties.
 Container-closure systems are being finalized considering optimum head space, minimum permeation, low migration and leaching. Label size and die-line are derived based on the container-closure data.
Container-closure systems are being finalized considering optimum head space, minimum permeation, low migration and leaching. Label size and die-line are derived based on the container-closure data.
Graphic designs on labelling are also being digitally derived through software along with various overt and covert features, which are being digitally generated and are being incorporated in labelling for brand promotion and brand protection. Inclusion of product-pack specific linear barcode and 2D data matrix code are also being generated through digital designing process.
data matrix code are also being generated through digital designing process.
Many product labels are now available with such features which facilitate identification and authentication through digital scanning. Interactive features are also available on labels to provide information related to the product and its license holder / manufacturer, through a simple scan.


Circular economy is a concept of 5R – Reduce, Recycle, Reuse, Refuse and Reform. In recent years packaging waste has become a hot topic for attention and discussion. However, it is comparatively less with pharma packaging. Nevertheless, to safeguard the environment and to minimize the negative impact imposed by packaging waste, pharma industry also started focusing optimization of packaging materials and use of recyclable materials which will support the theory of circular economy and contribute to reduce the burden to the environment.
Recycling of single component packaging materials is much easier in comparison to composites (combination of two or more materials). Considering the volume and variety of population spread across a wide range of localities, even collection of single component packaging materials for recycling is still a major concern.
 Barring single component glass, metal and plastic containers, many pharma packaging often uses different types of composites for better protection of the products through hermetic sealing of the container-closure systems. Such composite packaging also supports unit dose consumer friendly options with dispensing ease of the products. Separation of individual components from such composite materials is technically and economically not feasible and hence recycling and reformation of such materials are practically impossible.
Barring single component glass, metal and plastic containers, many pharma packaging often uses different types of composites for better protection of the products through hermetic sealing of the container-closure systems. Such composite packaging also supports unit dose consumer friendly options with dispensing ease of the products. Separation of individual components from such composite materials is technically and economically not feasible and hence recycling and reformation of such materials are practically impossible.
Other options like reuse and refuse with pharma packaging are also limited, especially the primary packaging. Major possibility is with secondary and tertiary level of packaging, where down gauging, minimizing or eliminating certain elements can be done through adequate studies and trials to support refuse and reduce options.


 Being a relatively new concept involving new technology deployment, there were many implementation challenges faced by the industry. It required automated linear operations for on-line execution and control, and a secured supply chain network which can ensure delivery of the right product in right quantity at right place on right time with right quality.
Being a relatively new concept involving new technology deployment, there were many implementation challenges faced by the industry. It required automated linear operations for on-line execution and control, and a secured supply chain network which can ensure delivery of the right product in right quantity at right place on right time with right quality.
 Relatively old business houses had limitation of space, budgetary constraint, non-availability of knowledgeable and skilled manpower, impact on product costing, logistics and distribution constraint, etc. Nevertheless, service providers helped the industry to adopt the process as per specific country requirements and provided desired solution to comply seamless supplies with the overseas countries. Majority of the exporters upgraded operations to comply the norms.
Relatively old business houses had limitation of space, budgetary constraint, non-availability of knowledgeable and skilled manpower, impact on product costing, logistics and distribution constraint, etc. Nevertheless, service providers helped the industry to adopt the process as per specific country requirements and provided desired solution to comply seamless supplies with the overseas countries. Majority of the exporters upgraded operations to comply the norms.


Serialization is a costly operation due to facility upgradation with linear automated packaging lines, and it contributes in the unit cost. However, it is a compliance driven requirement which helps end-to-end traceability with identification and authentication of the products, and safety and security to the patients.
Manufacturers from MSME sector affected the most due to inadequate fund, limitation of space and trained workforce. Over the years the situation is improved a lot, but still a long way to become normal as was in pre-serialization phase.
 Cost of quality and cost of compliance took precedence over cost of product. But it is now must for survival in the global competition and sustain the very existence in the marketplace. Nevertheless, looking into long term benefit of serialization to prevent cloning / counterfeiting, pilferage / theft and supply disruption / diversion, they are adopting it in phases as needed by the importing countries.
Cost of quality and cost of compliance took precedence over cost of product. But it is now must for survival in the global competition and sustain the very existence in the marketplace. Nevertheless, looking into long term benefit of serialization to prevent cloning / counterfeiting, pilferage / theft and supply disruption / diversion, they are adopting it in phases as needed by the importing countries.
As already explained above, manufacturers from MSME sector are adversely affected due to inadequate fund, limitation of space, limited access to technical know-how and trained workforce to absorb the new technology and manage the operations. They always try to minimize the overhead cost to sustain their business flow and this new requirement always leads to an increase in overhead cost, thereby reduces the profit margin. So, adapting new  packaging requirements is burdensome and often leads to reluctance. When it becomes mandatory, compromise happens on final quality of the product, leading to noncompliance.
packaging requirements is burdensome and often leads to reluctance. When it becomes mandatory, compromise happens on final quality of the product, leading to noncompliance.
Government can support the industry by providing financial, technical assistance and can help in building a pool of skilled manpower. Possibilities like reduction of equipment cost through indigenization, reduction of tax burden on such equipment, provision for interest free loan or loan with nominal interest, are few options.
Similarly, deputing technical experts for efficiently managing the serialization project with low investment, select and train people who can manage the project independently, guide and train the work force to upgrade their skill set so that industry can utilize these resources to comply with the requirements.
