


Tablet consistency begins with formulation. Variations in active pharmaceutical ingredients (APIs), excipients, particle sizes, shapes, and preparation methods all play pivotal roles. Since tablet dies are filled volumetrically, blend density must remain consistent to ensure uniform weight and thickness. Particle size distribution (PSD) is particularly impactful – smaller particles compress more tightly, increasing compacted density and hardness. However, excessive fines can lead to defects such as sticking and flashing. Batch-to-batch variability in PSD and particle morphology can significantly alter tablet properties, underscoring the need for rigorous formulation control.
and preparation methods all play pivotal roles. Since tablet dies are filled volumetrically, blend density must remain consistent to ensure uniform weight and thickness. Particle size distribution (PSD) is particularly impactful – smaller particles compress more tightly, increasing compacted density and hardness. However, excessive fines can lead to defects such as sticking and flashing. Batch-to-batch variability in PSD and particle morphology can significantly alter tablet properties, underscoring the need for rigorous formulation control.
 In the arena of solid dose manufacturing, we are aware of the many standards that exist that assure product quality and safety. The standards for tablet compression tooling are relatively new and govern the basic tool configuration for the most common “B” and “D” type tools. The tool standards not only govern the basic tool configuration, such as tool length, punch head configuration, and barrel diameter, but they also affect the mating surfaces, such as the tablet press cams, turret guides, and die pockets. Although a governing body does not govern the latter, tablet press manufacturers respect the tool standards as a guide for engineers tasked with developing tablet presses for optimum performance.
In the arena of solid dose manufacturing, we are aware of the many standards that exist that assure product quality and safety. The standards for tablet compression tooling are relatively new and govern the basic tool configuration for the most common “B” and “D” type tools. The tool standards not only govern the basic tool configuration, such as tool length, punch head configuration, and barrel diameter, but they also affect the mating surfaces, such as the tablet press cams, turret guides, and die pockets. Although a governing body does not govern the latter, tablet press manufacturers respect the tool standards as a guide for engineers tasked with developing tablet presses for optimum performance.
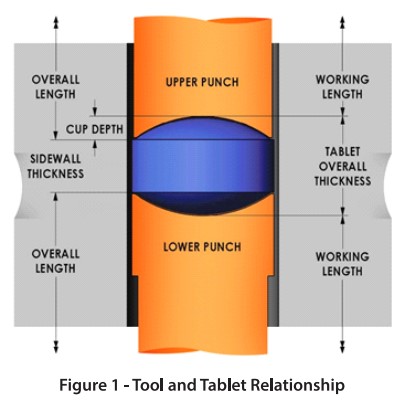
Tooling, particularly punch dimensions, is frequently scrutinized when tablet inconsistencies arise. While variations in working length (W.L.), cup depth (C.D.), and overall length (O.L.) do influence tablet parameters, their impact is often overstated.
European manufacturers typically adhere to a ±0.01mm W.L. tolerance, as per ISO 18084 standards. In contrast, U.S. TSM specifications allow a broader ±0.025mm tolerance. Despite these differences, data shows that even a ±0.02mm tolerance yields tablets well within acceptable weight and thickness ranges.
Consider a 10mm diameter standard concave tablet with a target weight of 350mg and thickness of 4.80mm. A ±0.01mm W.L. tolerance results in a thickness variation of ±0.4% and a weight variation of ±0.15%. 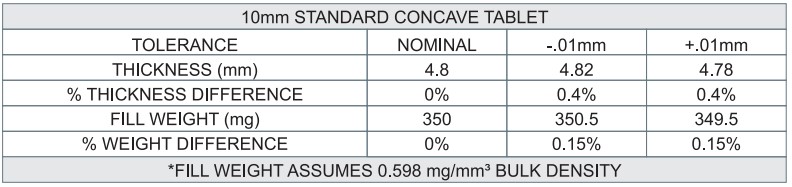
Doubling the tolerance to ±0.02mm increases thickness variation to ±0.8% and weight variation to ±0.3% – still well within specification. These figures represent worst-case scenarios at tolerance extremes; actual deviations are typically smaller due to machining practices.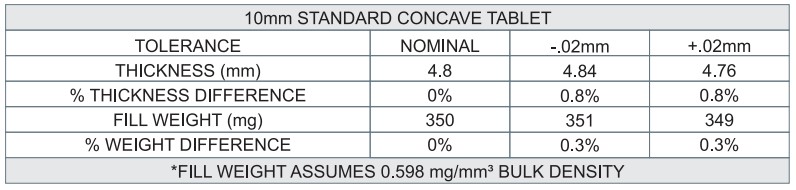


 Tighter tolerances demand more sensitive, costly equipment and frequent calibration. Environmental factors, such as temperature, can affect measurements due to thermal expansion and contraction of tool steels. Manufacturers must weigh the benefits of tighter tolerances against the logistical and financial implications of maintaining them.
Tighter tolerances demand more sensitive, costly equipment and frequent calibration. Environmental factors, such as temperature, can affect measurements due to thermal expansion and contraction of tool steels. Manufacturers must weigh the benefits of tighter tolerances against the logistical and financial implications of maintaining them.
 About the Author
About the Author
Bill Turner has been with Natoli Engineering for over 46 years, starting at a young age of 21. He is currently the Technical Service Manager for Tooling and Tablets, providing technical assistance to customers and colleagues alike. Prior to that position, he was the Engineering Manager and the primary tablet and tool designer for over 20 years, as well as simultaneously a Technical Customer Service Representative for 20+ years. He educates, trains, and assists Natoli sales and service staff. He leverages these decades of experience into in-house and on-site seminars to the industry in these same topics.