Tablet compression tooling manufacturers establish maximum compression force ratings to prolong tool life and avoid premature tool failure. These manufacturers assign a rating to each set of punches that identifies the maximum compression force recommended for that particular set of tooling. Press operators may exceed the recommended force for a short period of time, but if the punches are run continuously at a higher force, the service life of the tooling will decrease and could result in tool failure.
By providing accurate maximum force ratings, tooling vendors help tablet manufacturers protect their punches and tablet press from damage. This article describes the variables that are analyzed by reputable tooling vendors when providing the maximum force rating for their tablet compression tooling. A better understanding of how this rating is calculated will help tablet manufacturers design a tablet that can be efficiently and successfully manufactured.
The Misconception
There is often a misconception among tablet manufacturers regarding the maximum compression force rating for punches and how that rating is determined. The misconception is that the force rating provided by the tooling vendor is determined by only one variable, such as the material of the punches. This, however, is not the case as the calculations to determine a maximum force rating include many variables and any changes to the tablet or tool design could influence this value. With every tool design being custom, the allowable force rating is tailored to each individual application. There is not a common compression force rating that is applicable across a range of products.
Steel selection, heat treatment of tooling, and tablet configuration all play roles in determining the allowable compression force rating assigned to an individual set of tools. The use of Finite Element Analysis (FEA) software has become common among tool vendors to help analyze tooling designs and help provide more accurate maximum compression force ratings.
Choosing the Correct Steel
Steel selection is one of the primary factors in determining the maximum force rating of tablet compression punches. There are many tool steels available, all of which have unique physical attributes benefiting different tableting applications. The two most important material properties in determining compression force are yield strength and impact toughness. Yield strength is the maximum stress a material can withstand before experiencing plastic deformation.
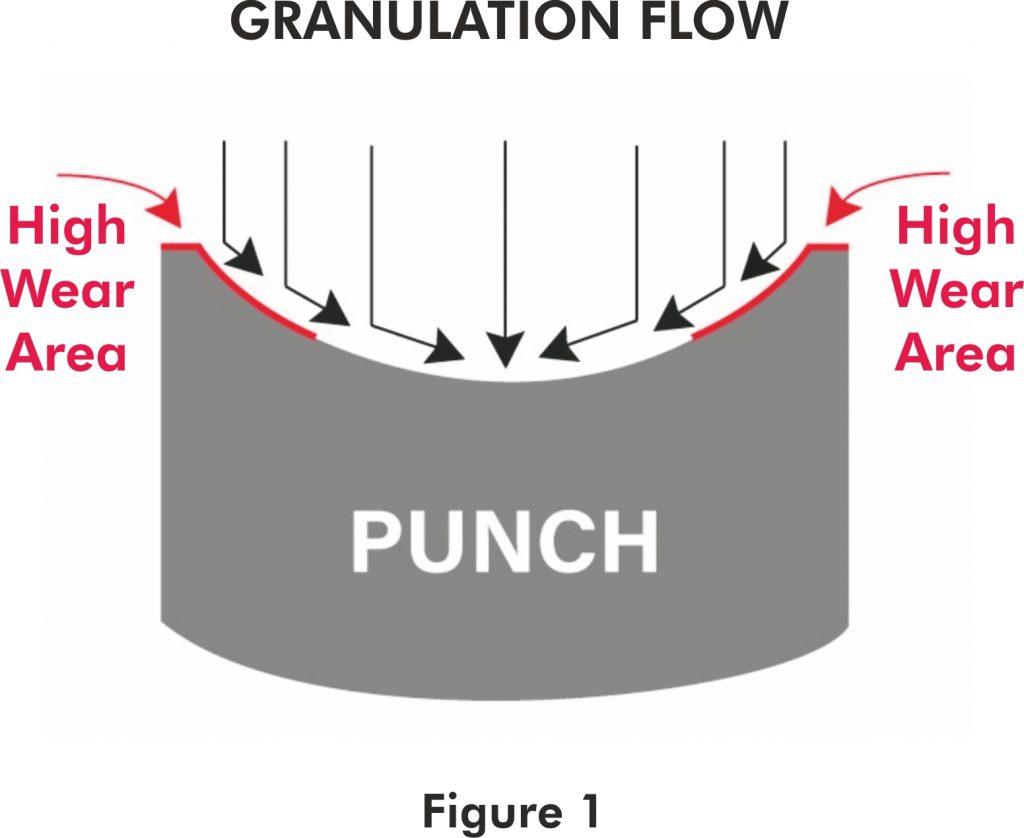
Impact toughness is the maximum energy that a material can absorb from an impact or shock before fracture. These mechanical properties can be found on published data sheets for all typical punch and die steels. Another critical material property to consider when selecting tool steel is the wear resistance. Wear resistance is the ability of the material to withstand the abrasiveness of a product’s granulation. Most tooling vendors offer a large variety of steel choices for punches and dies, enabling them to recommend a steel that is compatible with the compression force required, and combats the abrasive, sticky, or corrosive properties of the granulation being tableted.
When selecting a tool steel, it is important to consider the characteristics of the formulation, the tablet and tool design, and compression force required. Choosing the proper tool steel based on the tableting application is a critical step to prevent problems during production. All steels have a different chemical composition. Standard steels, such as S7 for punches and D3 for dies, provide a good combination of wear-resistance and toughness. If the product is abrasive, tooling manufacturers may recommend using tool steel that can withstand higher wear, such as D2, A2 or DC53 for the punches. For severely corrosive formulations, high-chrome steels, such as 440C or M340 are viable options. High-chrome steels are also used to mitigate sticking issues. When selecting a material for your application, confirm with your tooling vendor that the punches will withstand the force necessary to compress your tablet and combat any anticipated production issues.
During the manufacturing process, the punches are heat treated to transform the tool steel into a hardened state. Reputable tooling vendors know that the heat-treating process is one of the most critical steps in manufacturing high-quality tablet compression tooling. When the punch material hardens, the elements in the alloy of the steel develop their unique characteristic properties of toughness, wear resistance, and corrosion resistance. There are many steps during the heat-treating process that help alleviate the residual stress that arises from machining performed prior to heat treat. Proper elimination of this residual stress in the material allows the steel to withstand a higher compression force and significantly decreases the chance of premature tool failure.