

 By Navdeep Singh Kathuria
By Navdeep Singh Kathuria
Over a decade, changeover for equipment has garnered a close level attention as a crucial challenge in pharmaceutical industry and it further becomes a challenging task when multiple equipment has to be handled and cleaned within a defined timelines within standard specifications and defined set of procedures.
 Experts move in a bit of conundrum about who discovered Lean, either Shigeo or Taiichi? But if we review the background of junctures in the journey of Lean, both have equally and significantly contributed to develop this approach in their own way. Both were known for their way of implementing this approach, Shigeo was gentle, relentless in stimulating people to change for the better, while Taiichi was a bit ruthless and a hard man, who didn’t give a choice and whatever he had instructed, had to be completed anyhow by his team, with the defined results in a shortest period of time.
Experts move in a bit of conundrum about who discovered Lean, either Shigeo or Taiichi? But if we review the background of junctures in the journey of Lean, both have equally and significantly contributed to develop this approach in their own way. Both were known for their way of implementing this approach, Shigeo was gentle, relentless in stimulating people to change for the better, while Taiichi was a bit ruthless and a hard man, who didn’t give a choice and whatever he had instructed, had to be completed anyhow by his team, with the defined results in a shortest period of time.
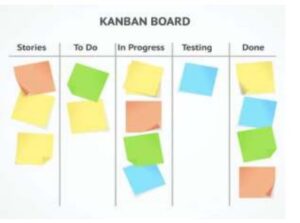 The term comes from Japanese “sign” or “signboard”. Kanban is a signalling device that gives authorization and instructions for the production or withdrawal of items in a pull system.
The term comes from Japanese “sign” or “signboard”. Kanban is a signalling device that gives authorization and instructions for the production or withdrawal of items in a pull system.
Kanban card is a visual signal, which can possible be bright and colourful with short instructions on it.
As an essential part of Lean approach, 5S helps in many aspects to maintain area and documents during audits. They are five related terms, beginning with an S sound, describing workplace practices conducive to visual control and Lean production. The five terms in Japanese are:
a. Seiri: Separate needed and unneeded items;
b. Seiton: Organisation of needed items (place for everything and everything in its place);
c. Seiso: Clean and wash;
d. Seiketsu: Cleanliness, standardization, and training for employees.;
e. Shitsuke: Following the standards, and continuous improvement.
 The 5S are often translated into English as Sort, Straighten, Shine, Standardize, and Sustain. One possible sixth S can be for Safety to establish and practice safety procedures in the shop floor and office.
The 5S are often translated into English as Sort, Straighten, Shine, Standardize, and Sustain. One possible sixth S can be for Safety to establish and practice safety procedures in the shop floor and office.
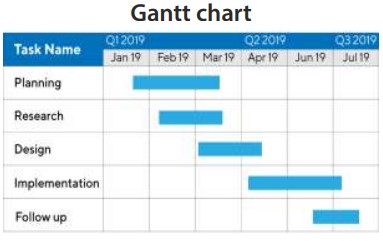
It is a structural or graphical presentation of various activities to be executed for a project. Gantt chart is basically a task scheduling and monitoring tool for clarity and easy execution of activities planned from start to end.
Gemba is a Japanese word, means, a place, where value is created. In order to truly understand and improve a process, one must go to the shop floor, observe operations, and engage with the people doing the work.
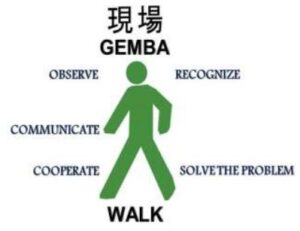 A reasonable time for a Gemba walk should not be more than 45 minutes depending on the size of the department. A checklist can be documented afterwards to assess the observations and further acting on the same.
A reasonable time for a Gemba walk should not be more than 45 minutes depending on the size of the department. A checklist can be documented afterwards to assess the observations and further acting on the same.
5 Golden rules of Gemba
- When any abnormality arises, plan Gemba first.
- Have a check on Gembutsu (Machines, Tools, Rejects, and Customer Complaints).
- Decide temporary measures at Gemba place
- Do brainstorming to find root cause
- Standardize for prevention of recurrence.
If properly followed in a regular manner, Gemba can significantly assist in eliminating Muda (waste), Mura (unevenness) and Muri (overburden) from even complex processes and situation also.













