

 Rameshwar Verma is a part of the leadership team of an esteemed pharmaceutical company as an Executive – Packing (Serialization Specialist) with 8+ years of experience.
Rameshwar Verma is a part of the leadership team of an esteemed pharmaceutical company as an Executive – Packing (Serialization Specialist) with 8+ years of experience.
He has good knowledge about serialization system, pharmaceutical packing, industry 4.0, QMS, electronic records and compliance. He is the author of the books: “Basic concept of track and trace system for pharmaceutical industry” and “Pharmaceutical track and trace system: A guide to optimizing efficiency and compliance”.
What is artificial intelligence (AI)?: AI is a machine’s ability to display human-like capabilities such as reasoning, learning, planning and creativity.
Why is AI important? Artificial intelligence is seen as central to society’s digital transformation and has become a priority for regulatory bodies.
Types of AI:
• Software: virtual assistants, image analysis software, search engines, speech and face recognition systems.
• “Embodied” AI: robots, autonomous cars, drones, Internet of Things
It focuses on using a risk-centered strategy to assess and manage AI/ML in promoting advancements and safeguarding public health.
Integration of AI with Industry 4.0 Technologies
 Integrating AI and Industry 4.0 technologies brings new possibilities to healthcare, transforming procedures and facilitating progress in predictive maintenance, real-time data analysis, and autonomous robotics.
Integrating AI and Industry 4.0 technologies brings new possibilities to healthcare, transforming procedures and facilitating progress in predictive maintenance, real-time data analysis, and autonomous robotics.
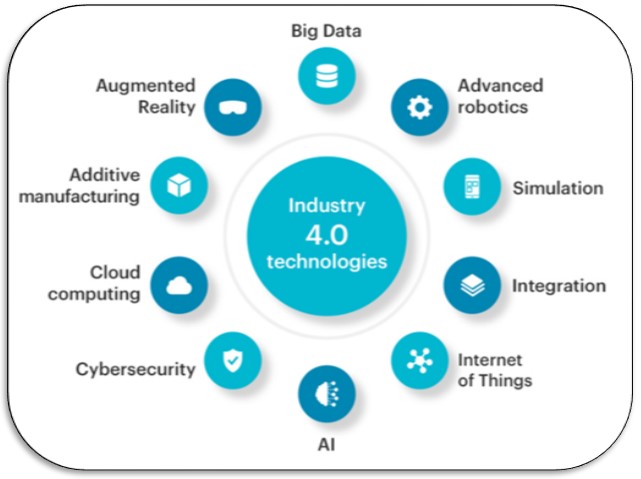
Industry 4.0 is built on nine technology pillars. These innovations bridge the physical and digital worlds and make intelligent and autonomous systems possible. Businesses and supply chains already use some of these advanced technologies, but the full potential of Industry 4.0 comes to life when they’re used together. These technologies include:
1. Big Data and AI analytics
2. Vertical and horizontal integration
3. Cloud computing
4. Augmented reality
5. Industrial Internet of Things
6. Additive manufacturing (also known as 3D printing)
7. Autonomous robots
8. Simulation or digital twins
9. Cybersecurity
Let’s now focus on how AI is integrated with Industry 4.0 technologies. This integration has great potential for the industry by merging AI and ML with smart manufacturing and cyber-physical systems. To help you understand this integration better as per below table: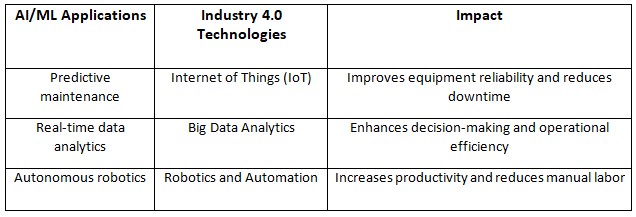
AI/ML in pharmaceutical manufacturing can work alongside “other advanced manufacturing technologies (eg, process analytical technology, continuous manufacturing)”, helping to enable the implementation of Industry 4.0.





