

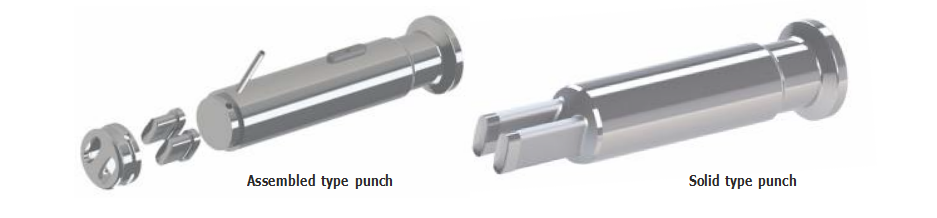
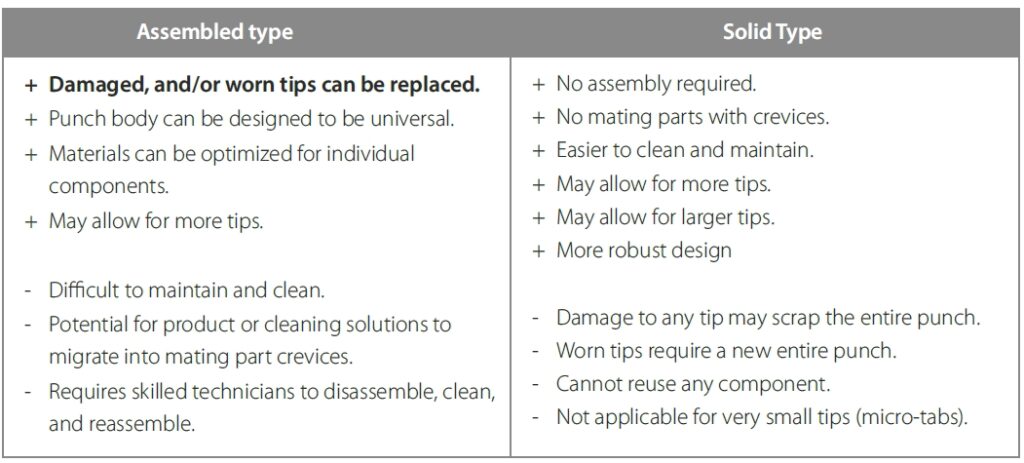
The assembled type of multi-tip punch is most often used for mini/micro tabs (4mm and smaller diameter) as micro tabs have found increasing use in time release, veterinary, pediatric, and geriatric dosage forms.

Small-diameter tips are quite delicate and can be easily damaged. The assembled tool lets users keep spares in stock and replace them as needed, minimizing downtime. The biggest challenge with assembled-type tools is assembly and cleaning. The alignment of the tips is critical, and any slight misalignment can cause damage to the tips. Any slight debris or material that interferes with the tool assembly can result in misalignment. As there are many mating parts and small crevices, cleaning is difficult. It is recommended the tools be disassembled before cleaning, which adds time to the process. However, recent advances have been made with this type of tool design. Natoli has recently introduced the vented cap, which allows the entire assembled punch to be cleaned and dried without disassembly. The vent slots will enable the cleaning solution to pass around the bases of the tips and allow the use of compressed air to dry this critical area.

Another advantage to the assembled type is that materials and coatings can be customized for the various components to optimize tool life and performance.
The solid type of punch is often considered more “user friendly” than the assembled one. As the name indicates, the solid-type punch is machined directly from one solid steel bar and can be cleaned like a typical single-tip punch. Many users prefer the solid type of punch as the handling, set-up, maintenance, and cleaning are identical to that of traditional single-tip tooling. The disadvantage is any wear or damage to any of the tips will necessitate the entire punch being replaced, not just the tips.
Implementing Multi Tip Tools
The pros and cons listed above are some aspects to consider when implementing multi-tip tooling. Which punch type is best will depend on which characteristics are most desirable for a specific product and process. For example, if tip wear is an issue, the assembled type may have the advantage. Still, if implementing multi-tip tools into an already validated process (including cleaning validation), the solid type may be the better option.
Multi-tip tooling may also affect some press operation and process parameters. Important considerations are:
•Due to the complexity of tooling and the need for precise alignment, multi-tip tooling is recommended for turrets in new or like-new condition. It should be set up by experienced technicians.
•As a greater volume of powder is being compressed, and more tablets are ejected per revolution, compression and ejection forces will likely be greater, which can lead to accelerated wear. This also results in greater friction and heat generation, which may be detrimental when compressing temperature-sensitive API’s and can result in sticking for these products.
• A significantly larger powder volume is filled into each die due to the multiple bores, so the formulation should have good flow characteristics to ensure adequate and equal filling of all bores. The feeder settings, paddle, and base plate designs may also need to be modified. Turret speed/RPM may need to be reduced to increase feeder dwell time. The variation in the position of the die bores relative to the center of the die table may introduce variation in fill volume.
•It is more challenging to validate the tablet reject system, as single tablet rejection is impossible. All tablets produced by a single station of tooling are rejected.
•Ensure downstream equipment such as de-dusters and coaters can handle the greater throughput of tablets. This may be especially critical for continuous manufacturing applications.
•Tip layout and orientation are critical to take-off performance. Key angle and tip layout orientation can be customized by your tool vendor for specific tablet shapes and make/model presses to optimize performance. Static build-up may further hinder the take-off of micro-tabs, and to resolve, the press may need to be fitted with a deionized air system.
•As the formulation moves through the feed frames faster, there is less resident time, and may reduce over-blending.
•A greater number of tips allows for higher compression forces and may reduce the chance of overloading the tips.
•For small diameter tablets (4mm or less), it may require the use of more sensitive force measurement for weight/thickness control and to prevent over-compression damage to the punch tips.

As alluded to above, it is advised to evaluate and, if necessary, optimize a formulation, product, and process using single-tip tooling before implementing multi-tip tooling. This will provide the opportunity to recognize potential issues and rectify them at the R&D stage before investing in production scale tooling.
Just like a formulation can be optimized to improve flow characteristics and compressibility, tooling vendors can also optimize tooling to overcome certain issues. For example, if high ejection and/or pull-down forces are causing accelerated head wear, limiting punch life, the tooling can be modified with rotating or fixed-indexable heads. The rotating head allows a head to rotate independently of the punch body, evenly distributing wear while alleviating torsional stress on the tips (critical for micro tab tooling). The fixed indexable head allows the user to remove a single pin, rotate the head 90°, and reinstall it so that a “new” portion of the head is exposed to the cam and pressure rolls.
Undercut Dies/Shortened Lower Tips
Micro tab production is often accomplished with multi-tip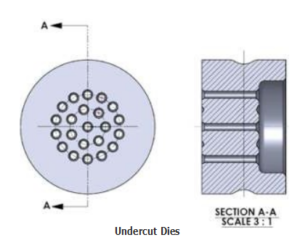 tooling and presents some unique challenges not encountered with more “normal” size tooling. Small-diameter tooling is most likely to fail due to bending/buckling of the lower tip, as the resistance to this bending/buckling is proportional to the length of the lower tip. Undercut dies, originally engineered by Natoli, are strongly recommended for all micro-tab designs (4mm smaller) for single-tip and multi-tip configured tooling. Undercutting the die allows for the lower tip to be made shorter, thus increasing the strength and resistance to buckling.
tooling and presents some unique challenges not encountered with more “normal” size tooling. Small-diameter tooling is most likely to fail due to bending/buckling of the lower tip, as the resistance to this bending/buckling is proportional to the length of the lower tip. Undercut dies, originally engineered by Natoli, are strongly recommended for all micro-tab designs (4mm smaller) for single-tip and multi-tip configured tooling. Undercutting the die allows for the lower tip to be made shorter, thus increasing the strength and resistance to buckling.
Optimizing Multi-Tip Tooling
Once a product has been selected for production using multi-tip tools, the first decision made will be if the assembled type or solid type is preferred for that specific product. As each tool type has various strengths, this may differ between different products. The next step will be on the number of tips and tip layout. This stage is important to discuss with your tool vendor. Tool size (B, D, or other), tablet size, and desired output will all factor into the number of tips on the punch. Take-off angle/orientation is another important factor to consider, and a reputable tool vendor can advise on potential take-off issues and offer an optimized tip layout plus key angle.
Depending on the formulation properties, specialized steels or coatings may be needed to mitigate common issues such as sticking or premature wear. This is where data and observations from the R&D and scale-up stage using single-tip tooling will be quite valuable. Customized maintenance and set-up tools/kits are available to simplify the upkeep and set- up of these more specialized tools.
 Kevin Queensen Technical Service: Tooling and Tablets Mechanical Engineer (B.S.M.E.)
Kevin Queensen Technical Service: Tooling and Tablets Mechanical Engineer (B.S.M.E.)
Natoli Engineering Company
Kevin Queensen has been with Natoli Engineering since 2011 and is a degreed Mechanical Engineer. Kevin is an integral engineering team member, providing his educational expertise in problem-solving design concerns. He has also provided his product design knowledge in technical services and tablet production troubleshooting. Currently, he provides complete consultation with customers on tooling designs that will meet their needs and production requirements, while maintaining manufacturing standards and feasibility. He is one of Natoli’s in-house training instructors, educating sales teams and customers about tooling design and performance. Kevin has authored several industry-recognized technical articles on tooling design and performance for major pharmaceutical publications.


