

 Fred A. Rowley, President, Solid Dosage Training, Inc. is an internationally recognized solid dosage expert and a pioneer in solid dosage training. He has been Director, Manufacturing Technical Support, for Watson Laboratories; Plant Manager, Tablets and Capsules, Weider Nutrition International; Vice President, Operations, Arnet Pharmaceuticals; OROS Operations Manager, Alza Corporation; and Bulk Solids Manager, Syntex FP, Puerto Rico.
Fred A. Rowley, President, Solid Dosage Training, Inc. is an internationally recognized solid dosage expert and a pioneer in solid dosage training. He has been Director, Manufacturing Technical Support, for Watson Laboratories; Plant Manager, Tablets and Capsules, Weider Nutrition International; Vice President, Operations, Arnet Pharmaceuticals; OROS Operations Manager, Alza Corporation; and Bulk Solids Manager, Syntex FP, Puerto Rico.
He received his B.S. Biochemistry degree from the University of Santo Tomas, Manila, Asia. He was nominated for a doctorate degree, honoris causa, in 2006. Mr. Rowley has written many technical articles in the fields of tablet granulation, compressing, coating and printing and currently serves on the editorial advisory boards of both Pharmaceutical Manufacturing and Tablets and Capsules magazines. He has been retained as a solid dosage manufacturing expert by various law firms and pharmaceutical companies in 22 different countries. He authored 32 peer reviewed articles and lectures at both the university and professional industry levels in the United States, Asia, Europe and India in all areas of solid dosage manufacturing.
Poor powder flow in tablet compression
The natural shape and size of the particles of individual powders present in a tablet formulation may be quite different. And there might be as many as eight different powders in a formula. Further, the powders may be functional but there is no guarantee that they necessarily flow. And if you then combine multiple powders having this basic problem you also increase the difficulty of moving them uniformly into that small die.
Powders must flow like a liquid!
 The best analogy we can use to demonstrate this relationship is to liken the powder blend to a liquid. Liquids are relatively easy to fill into a container even with only basic controls like a flow control. A great comparison is to observe several bottles of a soft drink or bottled water: there is little variation between the contents. Now imagine that the soft drink is the powder blend and the plastic bottle is the die on a tablet press, and you begin to appreciate the difficulty. Now imagine that tablet press filling 3,000 dies per minute and you begin to understand.
The best analogy we can use to demonstrate this relationship is to liken the powder blend to a liquid. Liquids are relatively easy to fill into a container even with only basic controls like a flow control. A great comparison is to observe several bottles of a soft drink or bottled water: there is little variation between the contents. Now imagine that the soft drink is the powder blend and the plastic bottle is the die on a tablet press, and you begin to appreciate the difficulty. Now imagine that tablet press filling 3,000 dies per minute and you begin to understand.
Science versus Skill
Both science and skill have their place in successful tablet manufacturing. The science relies on the formula the R & D department develops while the skill is usually assumed to mean the adjustment of critical tablet press machine settings during tablet manufacturing. The science is present in the form of machine set point ranges stated on the approved batch record while the skill is the selection of the exact set points for this particular drug within the range.
have their place in successful tablet manufacturing. The science relies on the formula the R & D department develops while the skill is usually assumed to mean the adjustment of critical tablet press machine settings during tablet manufacturing. The science is present in the form of machine set point ranges stated on the approved batch record while the skill is the selection of the exact set points for this particular drug within the range.
Troubleshooting in Solid Dosage
Troubleshooting in solid dosage is almost never quick, easy, and free. Tablet manufacturing is burdened with the fact that a single defect may have as many as 17 different root causes. Reviewing each one of these root causes takes time and money. Further, even with an established formula a slight change of a single raw material may result in an otherwise satisfactory formula turning into a highly problematic powder blend to compress successfully. Tablet press operators will often remark that although the formula has not changed, the materials have not changed and the tablet press has not changed, different batches compress differently.
dosage is almost never quick, easy, and free. Tablet manufacturing is burdened with the fact that a single defect may have as many as 17 different root causes. Reviewing each one of these root causes takes time and money. Further, even with an established formula a slight change of a single raw material may result in an otherwise satisfactory formula turning into a highly problematic powder blend to compress successfully. Tablet press operators will often remark that although the formula has not changed, the materials have not changed and the tablet press has not changed, different batches compress differently.
Excipients are for a specific purpose
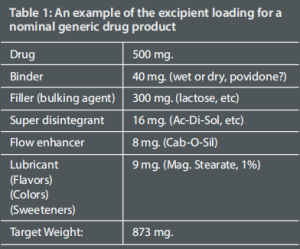
Different excipients have different functions. They are included for a specific reason, such as improving tablet disintegration. And while they accomplish their task they may add to the flow problem because of their particle level size and shape. Table 1 lists several excipients and their corresponding roles.

Even with a granulation process, flow is not always adequate:and most excipients in tablets are not there to improve powder flow. There is considerable overlap between excipients in common usage, since a given excipient is often classified differently by different practitioners in the field; or is commonly used for any of several different functions.
flow is not always adequate:and most excipients in tablets are not there to improve powder flow. There is considerable overlap between excipients in common usage, since a given excipient is often classified differently by different practitioners in the field; or is commonly used for any of several different functions.
So get to the point!
It is my experience that many formulas will compress well: If powder blends are stored correctly and compressed at the proper time, and if the tablet press is operated correctly.
formulas will compress well: If powder blends are stored correctly and compressed at the proper time, and if the tablet press is operated correctly.
The operators, IPQA and management alike have an obligation to optimize and constantly challenge their thinking about critical operating machine set points that affect powder flow, as well as other individual product attributes.
The generally accepted Critical Control Parameters (CCPs) for a tablet press (and many encapsulators) include two control settings that many companies overlook; even in the face of published research, Form 483s/warning letters citing these very settings.
Let us review them now. For these settings and practices in part account for why we have poor powder flow and yet incorrectly blame excipients or formulas for the problem.
All powder blends have an optimum compressing window
 When we blend powder, we trap air. Air usually (but not always) helps the powder flow. Compress the batch while the air remains and you have sufficient powder flow. (But you have to take care as there is a capping danger!)
When we blend powder, we trap air. Air usually (but not always) helps the powder flow. Compress the batch while the air remains and you have sufficient powder flow. (But you have to take care as there is a capping danger!)
But wait too long and the air will leave. And even a perfect formula will not change this outcome. And once the powder settles there is no assurance that the powder will ever flow again.





