The head is a critically important part of any rotary punch, as it comes in direct contact with the pressure roll and transmits the force necessary to form a tablet. The punch head is subjected to extreme pressure, friction, mechanical wear, and heat. Choosing the optimal head options for each product and process can significantly impact tablet quality, press performance, and tooling life.
Domed Head: Per the American Pharmacists Association’s® Tablet Specifications Manual (TSM), the standard rotary punch head features an angled surface on the top that transitions into a flat plane (head flat). As this head passes under the pressure rolls of the machine, this head design results in unnecessary stress at the intersection where the angle meets the flat. The TSM standard head design predates Computer Numerical Control (CNC) machinery, when complex geometric profiles were much more challenging to manufacture. With the current CNC and Computer Aided Design (CAD) modeling technology, head designs can be vastly improved. The TSM’s “domed” punch head replaces the angled surface with a radius that creates a much smoother transition to the head flat. This results in less stress and wear on the head, which reduces pressure roll fatigue and the propensity for head pitting.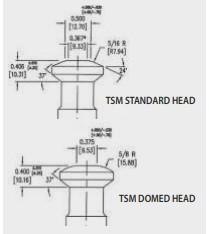
EU-Specific Punch Head: The EU punch head’s profile looks similar to the domed head. However, today’s EU head actually predates the TSM domed head. The EU head is designed for EU presses using EU spec cams. Note that this head should only be used on presses that are equipped with cams cut specifically for this head design.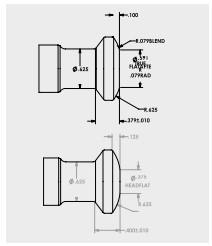
Extended Head Flats: Some products/formulations are dwell-time sensitive and can benefit from extended dwell times. As dwell time is relative to the turret pitch circle, press speed, and head flat diameter, dwell time can only be increased by slowing the press speed or increasing the head flat diameter. As slowing the press will decrease production, increasing the head flat is often the best option. As the name implies, the extended head flat option extends the head flat by making a slight modification to the head’s geometry. This modification can extend dwell time by up to 40%, typically without requiring any additional parts. (Note that the extended head flat can be applied to both B and D type tooling and both TSM domed and EU head profiles.)
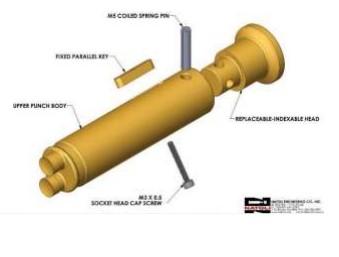
Rotating/Replaceable Head: This tooling option features a punch head and punch body that are made as separate pieces. The head design features a grooved stem held in place with coiled spring pins, which allow the head to rotate independently of the punch body. This option is most often applied to multi-tip micro-tab tooling, as it was invented to alleviate the torsional force that results from drag on the lower punch heads as they pass through the cams and pressure rolls. Additionally, this feature evenly distributes headwear via head rotation that is independent of the punch barrel. Rotating heads normally utilize a non-food grade grease for lubrication, so the rotating head is almost exclusively seen on lower punches (i.e., below the die table).
Fixed Indexable Head: Like the rotating head option mentioned earlier, this design also features the head and punch body made as separate parts. This punch option was designed to extend the wear life of a punch head. As punch heads track through cams in only one direction, most of the wear is concentrated in one small area. The indexable head design allows the head to be disassembled, rotated, and reassembled by the user, providing a “new” portion of the head oriented toward press rotation. This head designis secured with a heavy-duty coiled spring pin and can be rotated three times, potentially quadrupling the life of the head. Finally, with both the rotating and indexable head designs, the materials of the head and punch body can be optimized independently to achieve different goals for each component. For example, a high-chrome steel with enhanced product-release characteristics may work for the tip and body while a more wear-resistant material, such as M2 steel, may best benefit the head.
Mirror Finish Punch Heads: The punch head is polished to a very smooth, mirror-like finish for reduced friction and heat generation. This can be especially useful in high-speed presses with soft cam materials, such as bronze or Delrin. A mirror finish on the punch head can also help to maintain the quality and integrity of the punch head lubricant.

Dust Cup or Bellows Groove: Dust cups or bellows can prevent lubricating oil from contaminating the powder in the feeder and/or the tablets themselves. They also can thwart dust from contaminating the lubricated parts of the punches. Using a groove machined onto the punch barrel allows the press technician to quickly install pre-formed dust cups or bellows onto the punches, reducing the risk of contaminated tablets and saving time during setup by eliminating the step of punching a hole in individual tip-mounted dust cups. These prefabricated grooves easily allow the cup or bellows to be placed into the proper position and help to retain that position during operations.
Key for Interchangeability (Natoli Align-Pro): As press downtime equates to decreased production and lost profits, simplifying tool installation is advantageous. Typically, for non-round tablets, each upper punch is used to set each die at each turret station. However, manufacturing the upper punches to have a special key angularity tolerance will allow for the use of a single-die alignment/installation tool (i.e., Natoli Align-Pro). This is a special tool that singularly allows the press operator to set all of the dies, as well as to install any upper punch in any turret station without further alignment. This can significantly accelerate press setup, decrease the potential for setup errors that risk damage to the upper punches and, ultimately, increase production.
Special Key Position: Although overall punch dimensions are largely standardized, the linear placement of the key on upper punches can vary depending on the press’s make and model. When this component provides the only variation among toolsets, it can complicate tooling inventory and require additional equipment. However, using a special-length key at a unique location on the barrel can often mitigate this issue and allow the same toolset to be utilized on multiple press models. This can simplify tooling inventory and allow for flexibility when scheduling production.
Special Key Angle: In addition to the linear placement of the key on the punch barrel, the key angle relative to the punch tip shape is another variation among tablet press models. Variability in key slot orientation on the press, rotation of the press (CCW or CW), and tablet takeoff orientation all influence which key angle to apply. When ordering new tooling, always provide the tool vendor with the tablet press make and model you intend to use to ensure the appropriate key angle is applied to the tool set.
Mirror Finish Punch Barrels: Providing punches with a mirror finish on the barrels can reduce friction, heat, and wear on both the punches and the punch guides. This helps preserve the integrity of the punch lubrication, especially on high-speed presses.
 KEVIN QUEENSEN is a Mechanical Engineering and Technical Service Support Representative at Natoli Engineering Co.
KEVIN QUEENSEN is a Mechanical Engineering and Technical Service Support Representative at Natoli Engineering Co.
Mr. Queensen primarly focuses on specialty tablet and tooling designs along with determining new maximum compression force calculation methods and performing Finite Element Analysis (FEA).