

Six different production sites
 located in Italy, the USA and China, each one specialised in a specific step of the process, ensure a technologically advanced product portfolio. Each solution makes use of consolidated technology and is the result of not only more than 60 years’ experience, but also ongoing partnerships and large-scale projects,developed and managed with leading international pharmaceutical companies.
located in Italy, the USA and China, each one specialised in a specific step of the process, ensure a technologically advanced product portfolio. Each solution makes use of consolidated technology and is the result of not only more than 60 years’ experience, but also ongoing partnerships and large-scale projects,developed and managed with leading international pharmaceutical companies.
 Not only does packaging have the functional purpose of protecting, conserving and transporting the product, it also has an informative purpose and very often contains data unseen by the end consumer. This data is essential to protect against counterfeiting and to facilitate the tracking of the product at arrival and distribution points.
Not only does packaging have the functional purpose of protecting, conserving and transporting the product, it also has an informative purpose and very often contains data unseen by the end consumer. This data is essential to protect against counterfeiting and to facilitate the tracking of the product at arrival and distribution points.
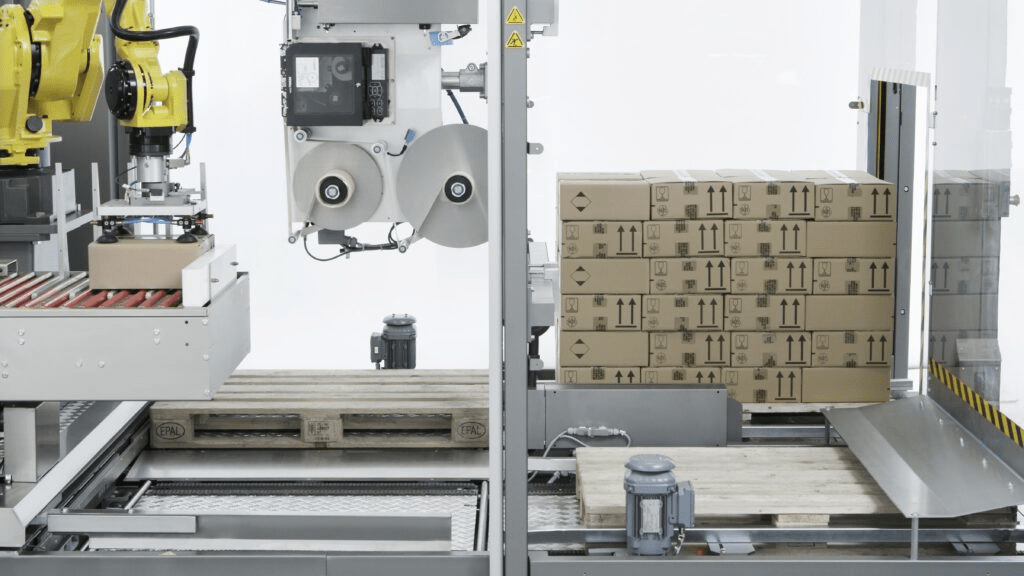


![]() An exhaustive coverage of the world leader in the design and manufacture of automatic machines for the processing and packaging of pharmaceutical products. Wide portfolio of machines and the ability to offer tailor-made solutions to satisfy the most sophisticated requests in the market are the biggest strengths of IMA.
An exhaustive coverage of the world leader in the design and manufacture of automatic machines for the processing and packaging of pharmaceutical products. Wide portfolio of machines and the ability to offer tailor-made solutions to satisfy the most sophisticated requests in the market are the biggest strengths of IMA.





