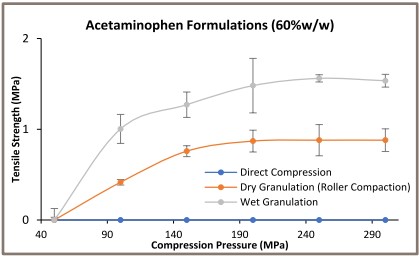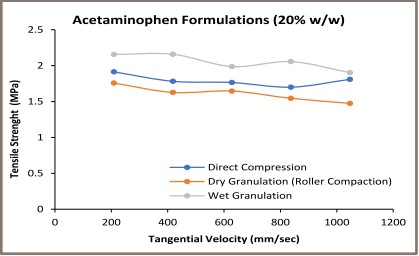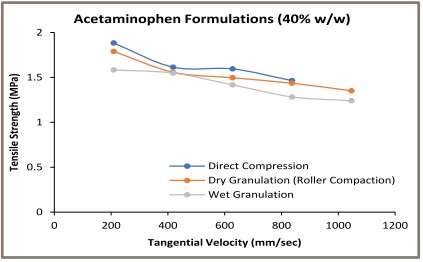
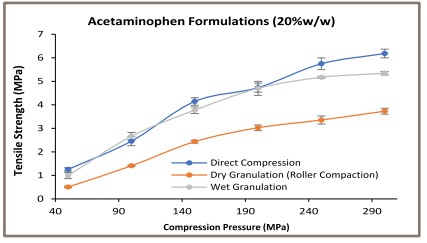
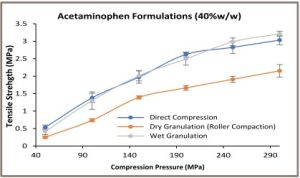
 The dry granulated tablets of 20% and 40% w/w acetaminophen showed lower tensile strength at a given compression pressure when compared to the directly compressed and the wet granulated acetaminophen formulations. A weaker tableting of the dry granulated acetaminophen formulation could be attributed to the impaired material reworkability during the dry granulation [4].
The dry granulated tablets of 20% and 40% w/w acetaminophen showed lower tensile strength at a given compression pressure when compared to the directly compressed and the wet granulated acetaminophen formulations. A weaker tableting of the dry granulated acetaminophen formulation could be attributed to the impaired material reworkability during the dry granulation [4].
The compact sheets formed in the roller compaction step of dry granulation utilize the material’s deformation potential. These sheets further experience milling stress in their transformation into dry granules of the desired size. Such multi-step dry granulation could consume a substantial amount of the material deformation potential. Consequently, engineered dry granules display a significant reduction in the material deformation during the actual compression cycle phase of the tableting. It leads to the formation of weaker tablets, which is called a ‘reworkability issue’ of dry granules [4].