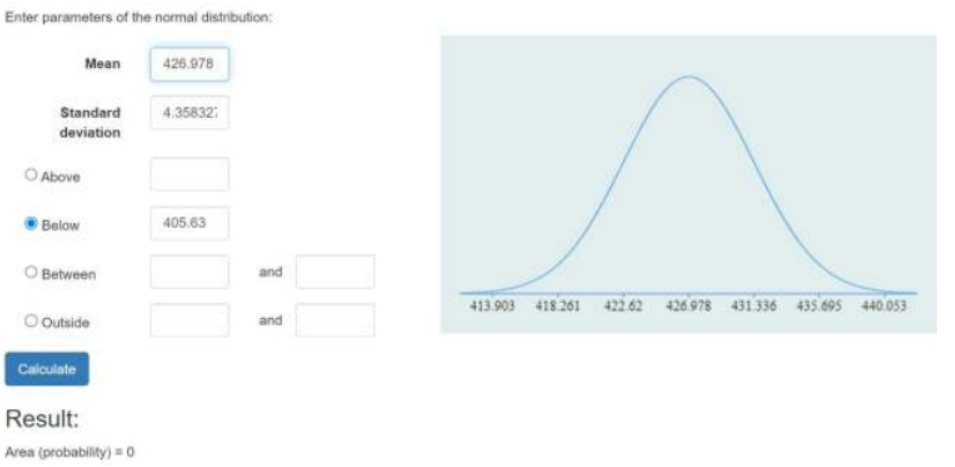
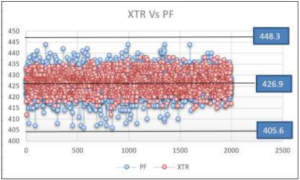
After having collected the capsule weights a scatter plot was used to give a quick comparative visual understanding on the weight-spread from the mean value. As we see above, the average weight of 2000 samples is 427 mg with an upper limit of 5% (448.3 mg) and a lower 5% (405.6 mg). The scatter plot shows that PF has relatively a greater tendency of its capsules weights to approach the upper and lower IP limits. The precarious proximity of PF to the IP limits begs an analysis on its impact on large volumes of capsules generated. The following analysis is to explore if some capsules would make excursions beyond the IP limits, when large campaign batches are run.
Such probabilities are usually estimated using Normal Distribution Curves. These curves are plotted using just two parameters: 1) mean ‘μ’, and 2) standard deviation ‘of the sample population.
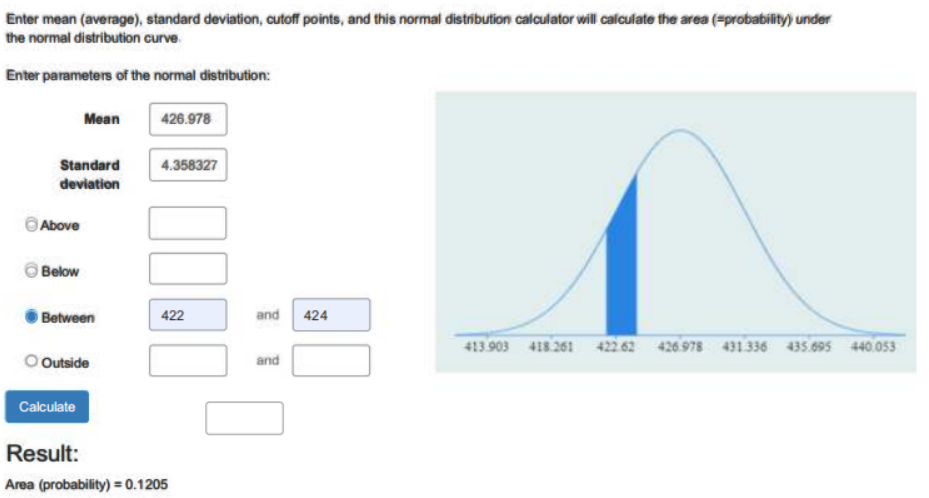
The distribution looks like a bell curve and probability is defined by its area between a range of values. E.g. In the following curve, the blue area corresponds to the probability of the range of capsules observed between 422 mg and 424 mg. At the lower left corner, we see that the value to be 0.1205, which implies that 12 capsules of a randomly picked up 100 capsules would fall into this range.
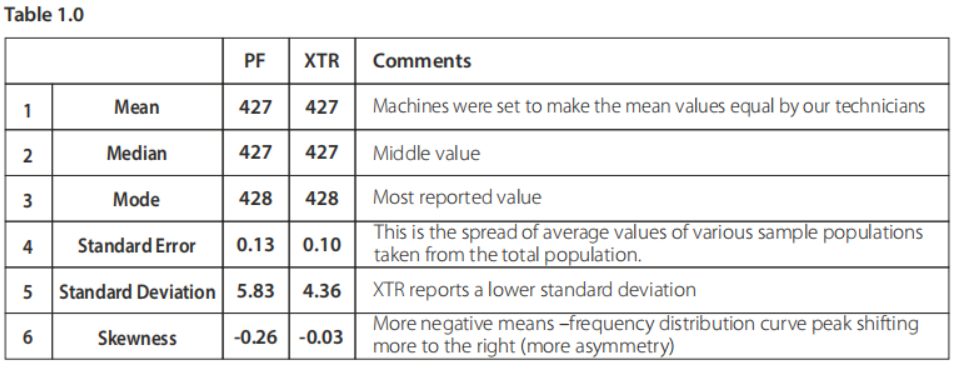
The distribution holds good if the mean, median and mode are equal. The following table shows that they are nearly aligned. Also, for a few other statistics added too to highlight the advantage of XTR.