 Without fully considering these fundamental questions when designing a facility, the manufacturer not only risks compromising the productivity of a given product line, but also limiting future potential for expanding capability and capacity.
Without fully considering these fundamental questions when designing a facility, the manufacturer not only risks compromising the productivity of a given product line, but also limiting future potential for expanding capability and capacity.
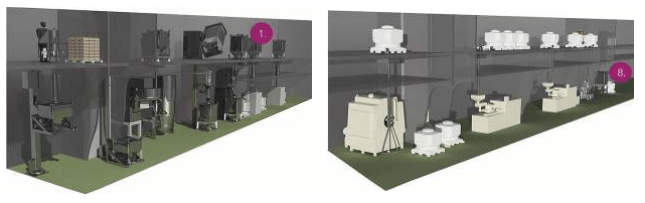
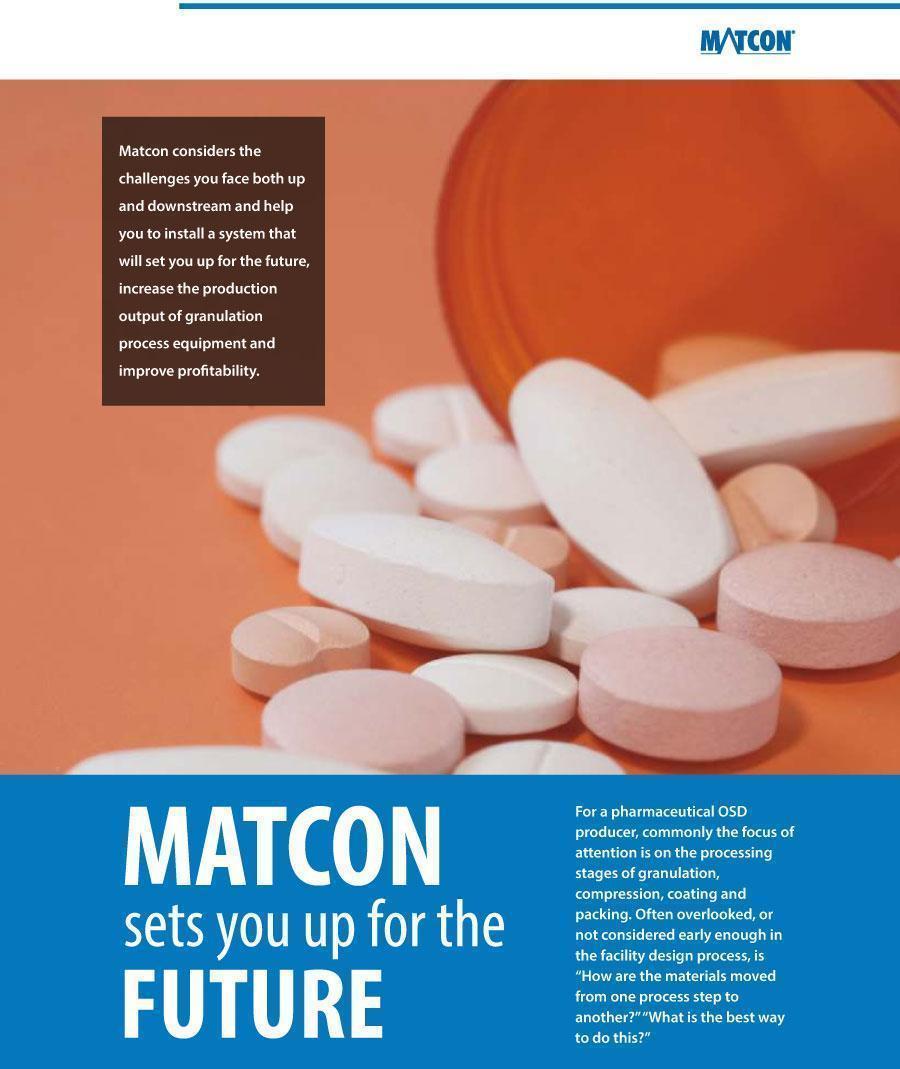
Of course, there is not a ‘one size fits all’ solution to materials handling, but Matcon IBC systems are extensively used in the Indian and worldwide pharmaceutical sector for transferring powders, granules and tablets. The patented Cone Valve within each IBC can control even the most free-flowing powders, right through to sticky materials, such as metformin, ensuring that the finished product contains the correct measures of ingredients. The valve opens, closes or shuts off the flow, regulating the amount of powder being discharged into the process below. If a problem occurs downstream, production doesn’t need to stop, or batches changed.